1960 Spanende Verfahren
Bei diesem Herstellungsverfahren werden Werkzeuge verwendet, um das gewünschte Objekt durch spanende Bearbeitung aus einem Rohling anzufertigen.
Funktionsprinzip

Durch Eindringen der Werkzeugschneide in die Oberfläche des Werkstücks und spanendes Abtragen einer Materialschicht wird das gewünschte Modell aus einem Rohling aus Metall, Holz oder Kunststoff hergestellt. Dabei gibt es Grenzen hinsichtlich der erzeugbaren Formen, z.B. müssen durchgehende Bohrungen in einem separaten Arbeitsgang gefertigt werden.
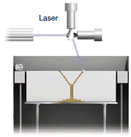
1980 Stereolithographie (STL)
Ein lichtaushärtender Kunststoff wird von einem Laser schichtweise ausgehärtet. Der Vorgang erfolgt in einem Bad, das mit dem flüssigen und lichtempfindlichen Kunststoff gefüllt ist.
Funktionsprinzip

Anhand der Querschnittsdaten des dreidimensionalen Modells fährt der Laser jeweils eine Schicht des lichthärtenden Kunststoffs ab. Nur die vom Laser fokussierten Bereiche härten aus, so dass das gewünschte Modell Schicht für Schicht aufgebaut wird. Sobald eine Schicht fertig ist, wird die Druckplatte abgesenkt. Das Modell entsteht schichtweise durch Wiederholung dieser Teilprozesse.
1990 Selektives Lasersintern (SLS)
Bei diesem Schichtaufbau Verfahren wird ein pulverförmiges Rohmaterial unter Verwendung eines Lasers schichtweise aufgebaut.
Funktionsprinzip
Anhand der Querschnittdaten des dreidimensionalen Modells bearbeitet der Laser jeweils eine Schicht des pulverförmigen Rohmaterials. Nur die vom Laser berührten Bereiche härten aus, so dass das gewünschte Modell Schicht für Schicht aufgebaut wird. Sobald eine Schicht fertig ist, wird die Druckplatte abgesenkt. Das Modell entsteht schichtweise durch Wiederholung dieser Teilprozesse. Bei diesem Druckverfahren füllt das Pulver den gesamten Druckraum aus, so dass kein Supportmaterial zum Abstützen erforderlich ist.
Schmelzschichtung (FDM – Fused Deposition Modelling)
Das Verfahren basiert auf dem schichtweisen Auftrag verflüssigten Kunststoffs durch Extrusion.
Funktionsprinzip

Drahtförmiges Kunststoffmaterial wird durch eine Heizvorrichtung geschmolzen. Der geschmolzene Kunststoff wird aus der Extruderdüse gepresst, um gemäß den Querschnittsdaten jeweils eine Schicht des gewünschten Objekts herzustellen. Das Modell entsteht schichtweise durch Wiederholung dieser Teilprozesse. Das Modell muss durch Supportmaterial beim Aufbau gestützt werden.
2000 Pulverdruckverfahren
Bei diesem Druckverfahren wird das herzustellende Modell schichtweise aus einem Gipspulver und einem flüssigen Bindemittel aufgebaut.
Funktionsprinzip

Der pulverförmige Grundstoff wird mit einem Rakel über die gesamte Druckfläche verteilt. Gemäß den Querschnittsdaten des zu druckenden Modells verfestigt ein Bindemittel das Pulver an den gewünschten Stellen. Sobald eine Schicht fertig ist, wird die Druckplatte abgesenkt. Bei diesem Druckverfahren füllt das Pulver den gesamten Druckraum aus, so dass kein Supportmaterial zum Abstützen erforderlich ist. Oberflächenbelichtung
(DLP – Digital Light Processing)
Bei diesem Verfahren wird ein Projektor verwendet, um Kunststoff, der unter Licht aushärtet, schichtweise aufzubauen.
Funktionsprinzip

Mit einem Projektor wird die Oberfläche eines lichthärtenden flüssigen Kunststoffs bestrahlt, um jeweils eine Schicht aufzubauen. Sobald eine Schicht fertig ist, wird die Druckplatte abgesenkt. So entsteht das Modell in schichtweisen Wiederholungen dieser Teilprozesse. Bei diesem Druckverfahren erfolgt die Aushärtung einer ganzen Schicht auf einmal, so dass es schneller ist als andere Verfahren. Inkjet-Technologie
Bei diesem Verfahren wird flüssiger Kunststoff, der sich aufgrund einer chemischen Reaktion durch ultraviolettes Licht aushärten lässt, auf die Druckplatte aufgetragen und dann mit einer UV- Lampe schichtweise ausgehärtet.
Funktionsprinzip
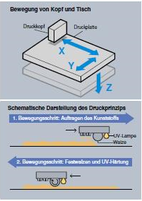
Anhand der Querschnittsdaten des dreidimensionalen Modells trägt der Druckkopf jeweils eine Schicht des UV-härtenden Kunststoffs auf die Druckplatte auf. Dieser Kunststoff wird dann mit der UV-Lampe ausgehärtet. Sobald eine Schicht fertig ist, wird die Druckplatte abgesenkt. So entsteht das Modell in schichtweisen Wiederholungen dieser Teilprozesse. Die Umfrage wurde über soziale Medien und Mailing Listen an “Developer”, “Early Adopters” und “End User” gerichtet. Die Rücklaufquoute betrug dabei 344 Personen wobei diese Gruppe mit 76,5% überwiegend männlich war. Das Alter der Teilnehmer lag zwischen 13 und 74 Jahren und betrug im Schnitt 34,7 Jahre.
Herkunft:
44,7% der Teilnehmer waren Europäer,
45,4% Nordamerikaner,
5,2% aus Asien,
3,1% aus Ozeanien,
1,4 % aus Südamerika und
0,3% aus Afrika
Bildung und Erfahrung:
67% der Teilnehmer verfügten über einen Hochschulabschluss und mehr als die Hälfte bezeichnen sich selbst als Mitglied der Maker-Bewegung. Etwa ein Viertel der Teilnehmer ist oder war Mitglied in einem Hackerspace oder einem FabLab. Die meisten Personen kamen dabei zwischen 2009 und 2013 erstmals in Kontakt mit einen 3D-Drucker. Etwas weniger als die Hälfte war bereits in einem Open Source Projekt involviert. Dreiviertel der Teilnehmer würden Open Source Software und Hardware vorziehen.
Anwendungen:
Die meisten Teilnehmer gaben an 3D-Druck für die Herstellung von
Kunstgegenstände (165),
funktionale Modelle (136),
Ersatzteile (131),
Endprodukte (108) und
Produkte für Forschung und Bildung (100) zu verwenden.
Etwa Dreiviertel der Objekte wurden dabei aus Polymer, etwa ein Fünftel aus Metallen produziert.
Motivation und Erwartungen:
Die meisten gaben “Spass” und das “Lernen neuer Fähigkeiten” als Motivation für die Verwendung von 3D-Druck an.
155 Personen wünschen sich künftig eine Verbesserung der Druckqualität,
123 Personen eine Verbesserung der Druckgeschwindigkeit.
116 Personen würden gerne mehrfarbig,
115 Personen mit Metallen drucken.
112 bzw. 111 Personen wünschen sich günstigere Materialien bzw. 3D-Drucker
Fazit:
Generell sieht Peer Production 2013 gegenüber 2012 einen Anstieg der Anzahl verschiedener 3D-Drucker und 3D-Druck Dienstleister, ein wachsendes ökonomisches Interesse und Anzeichen von Reifung der Technologie.
Es bleibt zu beachten, dass die befragte Gruppe sehr gering war und fast ausschließlich über online Medien befragt wurden. Dies und das direkte Adressieren der Befragungen an diverse Communities verursachen daher vermutlich einige Verzerrungseffekte bei den Ergebnissen. Trotzdem stellen die Ergebnisse sicherlich einen interessanten Indikator über die aktuelle Situation dar.